砂加气砖设备砌块生产工艺主要以河砂,细砂为原材料,利用加气工艺生产砌块。
一、砂加气砖设备砌块原料要求:
1.石英砂
该工艺主要对石英砂颗粒有一定要求,普通石英砂的主要化学成分为二氧化硅,其含量为90%-99%,试验选用当地河砂中细砂作为原料生产加气砖设备砌块,该砂的筛析粒径分析数据:

二、砂加气砖设备砌块生产工艺砂浆制备:
1.砂颗粒相对粉煤灰较粗,沉淀块,不能利用制浆机制浆后入磨,试验中加装了一个砂斗,利用调速皮带机给磨机均匀布料,脱硫石膏掺入废浆中在磨机口同砂一并粉磨,根据生产需要砂流量控制在20T/h左右,砂浆扩散度控制在28cm-30cm,磨后的浆体利用过渡坑抽入50m³料浆储罐均化备用。
2.砂加气砖设备浇筑配料细节:
石灰、水泥、铝粉配比问题,具体每模(6m)×1.2m×0.6模箱,总体积5.1m³,净体积(4.32m³)的物料配合比为:料浆4000kg/模(已掺入脱硫石膏),石灰450kg/模,水泥250kg/模,铝粉2.6kg/模。
浇筑温度为46℃,浇筑扩散度20cm-22cm,浇筑后放入静养室静养,发气时间为30min-35min,发气砌块温度为70℃-72℃,发起后砌块表面平整但比模箱略矮,切割时间为2h-2.5h,切割前胚体温度80℃-85℃。
三、砂加气砖设备砌块工艺特点:
1.砂的易磨性差。砂相对粉煤灰颗粒粗、硬度大较为难磨,为达到4900孔/cm平方米筛余40以内,1.83cm×7m球磨机台时产量为20T/h左右。
2.设备磨损大。砂对钢煅、衬板、渣浆泵及浇筑搅拌机叶轮的磨损非常大,生产砂加气砖设备砌块每年钢煅磨损量为80-120T、渣浆泵叶轮每季度更换一次、浇筑搅拌机叶轮每两个月更换一次。
3.砂浆的细度及浓度较难控制,砌块容重易于偏重。
4.砌块不易塌模,产品韧性好。因砂浆流动性差浇筑时砌块不易塌模,搬运或码垛时不易缺棱掉角。
5.产品出釜后易产生粘接,尤其是空翻设备中的底部面包头粘接严重,导致合格率偏低。
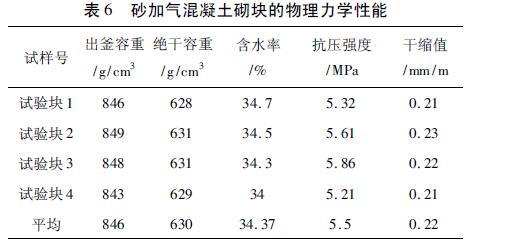
四、砂加气砖设备砌块性能: